Ukukhawuleza kunye nemibhobho ye-Weld ye-Weld, iintonga kunye nezinye zensimbi kwi-angle, kulula ukusebenzisa inkqutyana ekhethekileyo. Ibambe iinxalenye zemagnethi ngokuqinileyo, ngaphandle kokuba zilungiswe kwii-angles ezahlukeneyo zokukhwela. Esi sisixhobo esiluncedo ngokwenene kwi-welder, ekungekho nzima ukwenza ngokwakho.

Izinto eziphambili:
- ityhubhu 100 mm;
- Ikona 50x50 mm;
- Ibar 50 mm;
- Ii-Studs M16 - 2 iiPC.;
- bolts m10, m16;
- Amandongomane aqhelekileyo kunye namandongomane aqhelekileyo, e-Wheshers M10, M16, M20.
Inkqubo yemveliso yemveliso ye-welding
Ukusuka kumbhobho kufuneka unqumle i-7-10 cm ubude. Kumbindi, kwisiqingatha sesangqa, senza i-Sumiout 16 MM ububanzi be-16 mm.


Okulandelayo, kuya kufuneka ulungiselele amacandelo ama-2 kwikona ubude bombhobho. Iziko elinye lazo liyaphazanyiswa yi-M16 BOLT ngentloko ehambayo.

Ikona ene-bolt ifakwe kwi-slot kumbhobho. Ukusuka ngaphakathi kuwo ifakwe kwi-nati m20 kunye nomoya m16.

Kuya kufuneka uyitshintshe ikona ukuya kumda weGroove kunye ne-clamp. Emva koko owesibini wafakwa endaweni yayo, kwaye wakhwela kumbhobho.

Kwiikona kwi-angle ngasekunene zidlwengulwe kubude obuziimitha ezili-15 cm. Kubalulekile ukuba isinyithi asiziphathe xa i-welding ijongiwe.

Kwinqanaba elilandelayo, iindawo ezi-2 zokwenza inkcitho zenziwe. Oku, amakhonkco amabini anqunyulwe kwityhubhu 3/4 intshi.

Emacaleni abo zii-washer. Kwelinye icala, kuyimfuneko ukupheka kwi-puck engekho nzulu, ukuze intloko ye-M10 idlula kuyo.

Ukwenzela ukwenziwa kwengqungqwithi ekufuneka ulungiselele iziphelo ezi-2 m16. Ukusuka kwelinye icala bafudusele kubo, amandongomane om-M20 anokusetyenziswa njengalo.

I-M10 amantonga aphelile. Oku kujijelwe ukujija ukukhusela amanqindi amanqindi amdaka m16 kwizikhephe.


I-bolts m10 iibhloko zikrwada kwi-studs.

Okulandelayo kufuneka uzivele nge-muts ekhutshiwe kwimigca kwiimbombo. Ukulungiselela le njongo, izicwangciso zisetyenziswa kwintonga.

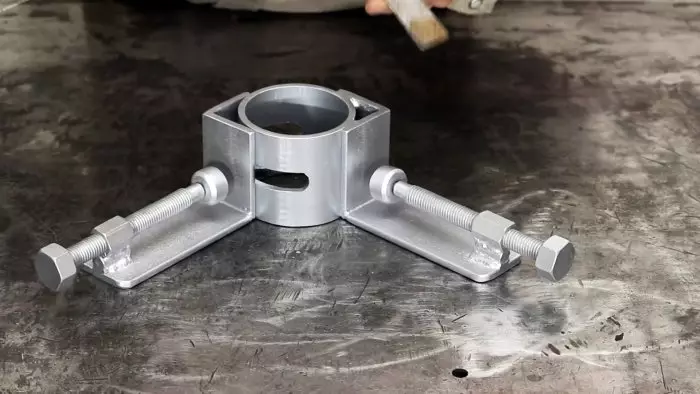
Emva kokuba i-welding, i-clamp ipeyintiwe.
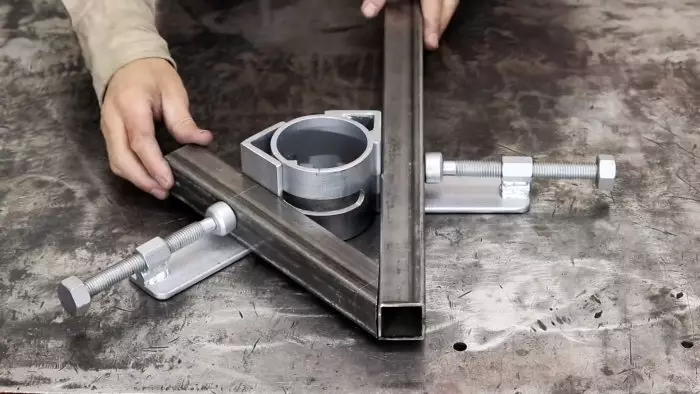
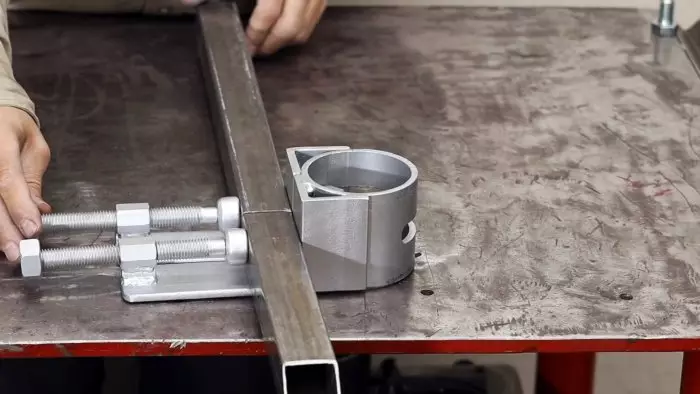
Ikona yayo yeselula kufuneka ifakwe ngokuchaseneyo malunga ne-welded ukuba igcine i-engile ethe tye. Emva koko kumbhobho ucwangcisiwe ngethegi ye-fump kwimiphetho yayo. Emva koko, i-engile eshukumayo kufuneka isuswe ngaphantsi kwe-45 degrees, kwaye ibeka i-norches.

Ukugxila kwiilebheli, kuya kubanakho ukuseta i-clamp nge-engile enqwenelekayo, kunye nemibhobho ye-Clamp okanye enye irenti yokuyisela i-welding kuyo. Iphuma uyilo oluluncedo oluluncedo, oluvumela ukuba lwenziwe ngokwamaseko entsimbi yentsimbi.