

Si vous avez constamment besoin de pinces en acier en grande quantité, faites cette machine. Avec cela, vous pouvez les plier de la bande. En outre, il est beaucoup plus rentable que la qualité des pinces maison est supérieure à celle des minces achetées.
Matériaux:
- Tôle d'acier 5-10 mm;
- Séchoir en acier pour arbre;
- roulements;
- bande d'acier;
- Boulons, noix.
Processus de fabrication de machines
La semelle de la machine est coupée en tôle d'acier.

Ensuite, vous devez affûter l'arbre pour une grande roulement. Au centre de son diamètre et de son hauteur est ajusté sous la clip de roulement interne. Au sommet du diamètre est effectué de 19,8 mm et inférieur à 10-15 mm.

Le trou est percé au centre de la semelle, le fond de l'arbre est inséré dans celui-ci et il est nécessaire.

Ensuite, vous devez faire le support de fourche pour le rouleau. Pour ce faire, 2 segments de la bande sont soudés, dont l'un est flexible de sorte que 3 petites roulements puissent être placées entre elles.

Dans le titulaire, cela se fait à travers la coupe de coupe et les éponges sont percées.


Ensuite, vous devez souder à une grande poignée de roulement de leurs bandes épaisses.
Le roulement avec une poignée est installé sur l'arbre de la semelle. D'au-dessus du support de rouleau est appliqué et marquage sur la cuticule. À travers les trous de la poignée sont percés et que le fil est coupé en eux.


Un boulon vis dans la fiche. 3 roulements sont insérés dans celui-ci. Puis elle est vissée à la poignée

Un coin est coupé à la semelle et est soudé en diagonale avec deux écrous tissés. Ils ont enveloppé un boulon qui sert d'emphase pour les billettes.


La semelle elle-même est forée et fixée à la table. Un roulement avec une poignée est installé dessus et le support avec un rouleau.

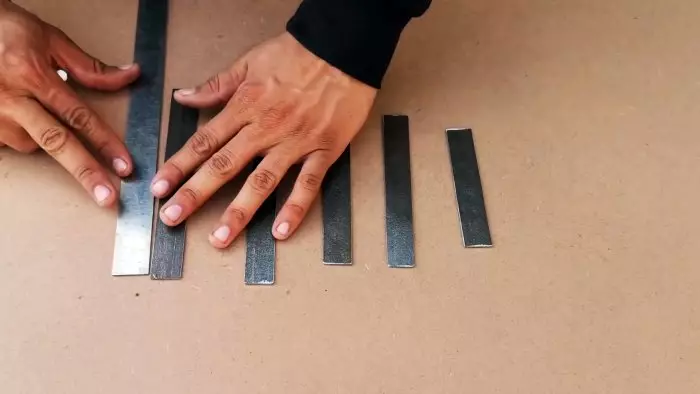
Ensuite, vous devez extraire la manche sur l'arbre avec un diamètre extérieur de 30 mm et 40 mm. En les changeant, vous pouvez faire des pinces de différentes tailles.

Sous ces tailles de la tige et des manches, les billets de bande sont de 17, 14, 11 mm de long. Ils sont faits sur les bords pour le virage de la face du Khomutov.
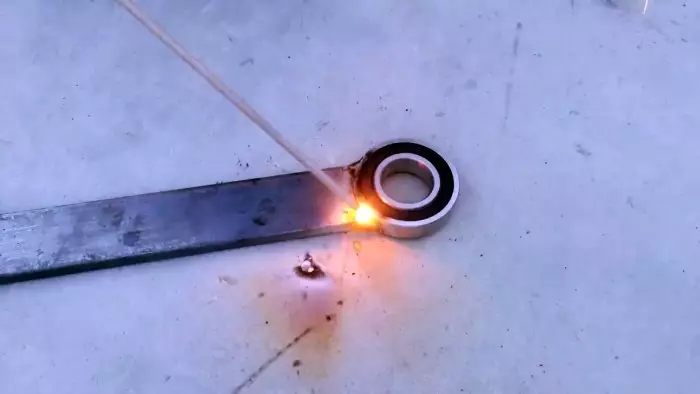
Pour une flexion de la pince, il est nécessaire de grimper à la bande par un boulon devant l'étiquette de l'œil. Ensuite, les deux bords sont enfilés alternativement.

Suivant plie la masse de la bague de serrage.

Les trous sur l'œil peuvent être percés plus tard ou à la disposition des bandes.

